2016-11-23
Erfolgreiche Feuerprobe im Dienste des Rennsports
Neuer Dehnhülsen-Spanndorn von RINGSPANN begeistert Verzahnungstechniker
Beim Schleifen von Hochpräzisions-Stirnrädern für Motorsport-Getriebe konnte der neue Mechanische Dehnhülsen-Spanndorn HDDS von RINGSPANN seine Leistungsfähigkeit erstmals unter Extrembedingungen unter Beweis stellen. Die erfahrenen Verzahnungsexperten eines schweizerischen Unternehmens zeigten sich positiv überrascht von den damit realisierbaren Genauigkeiten.
Bad Homburg, November 2016. – Bei der Herstellung von kundenspezifischen Getriebe-Zahnrädern für den internationalen Motorsport gelten höchste Anforderungen an die geometrische Genauigkeit, die deutlich über den im normalen Automobilbau üblichen Qualitätsansprüchen liegen. Während Automobil-Hersteller für Getriebe-Zahnräder im Allgemeinen eine Verzahnungsgüte im Bereich 6 nach DIN 3961 erwarten, werden für den Rennsport höhere Verzahnungsqualitäten der Stufen 4 oder gar 5 benötigt. „Solche extremen Qualitätsanforderungen prozesssicher zu realisieren stellt höchste Ansprüche an Maschinen, Werkzeuge und Mitarbeiter. Und weil auch die eingesetzten Spannmittel hierbei eine ganz entscheidende Rolle spielen, halten die Verzahnungstechniker stets die Augen offen nach Optimierungspotenzial auf diesem Gebiet“, berichtet Volker Schlautmann. Der Leiter der Sparte Spannzeuge von RINGSPANN kennt die wachsenden Qualitätsansprüche in der Verzahnungstechnik nur zu gut, und hat sich deshalb einen neuen und inzwischen patentierten Mechanischen Dehnhülsen-Spanndorns einfallen lassen: Den HDDS. Einem größeren Fachpublikum wurde dieses innovative Innenspannsystem erstmals auf der Fachmesse AMB 2016 als hochpräzise und wirtschaftlich attraktive Alternative zu hydraulischen Dehnspannzeugen vorgestellt.
Innovative Alternative zur Hydraulik
Volker Schlautmann zufolge punktet der neue RINGSPANN-Spanndorn mit einer Rundlaufgenauigkeit von ≤ 5 µm und kann Werkstücke mit Bohrungen bis Toleranzklasse IT10 aufnehmen. Außerdem wurde er mit dem Ziel entwickelt, beim vollautomatisierten Einsatz den Aufwand für die nötige Zuführ- und Positioniertechnik erheblich zu senken. „Wir haben damit die Neugier vieler Verzahnungsspezialisten geweckt, die nun aber auch wissen wollen, was der neue HDDS in ihren Maschinen beim hochgenauen Schleifen von Stirnrädern de facto zu leisten vermag. Messtechnisch nachweisbar, versteht sich“, betont Schlautmann.
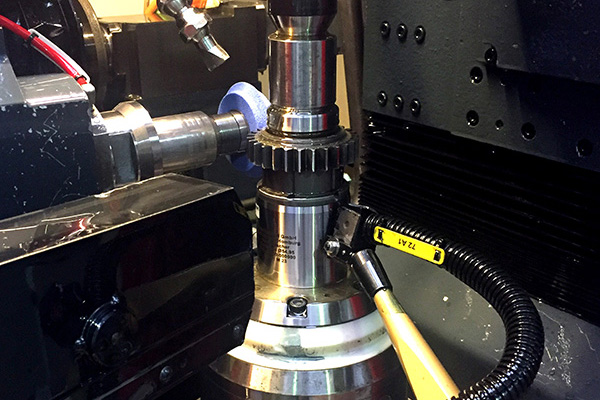
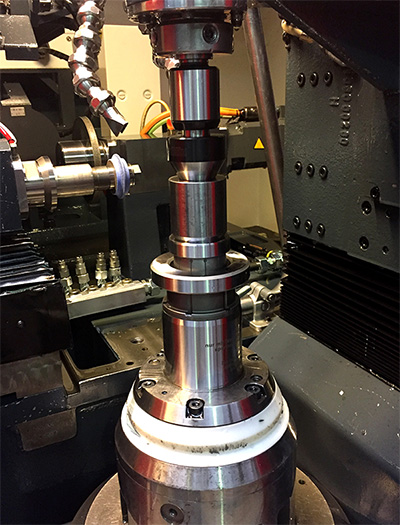
Aus diesem Grund machte sich der RINGSPANN-Mann mit dem neuen Mechanischen Dehnhülsen-Spanndorn im Gepäck auf den Weg zum Praxistest in das Stammwerk eines namhaften schweizerischen Spezialisten für Zahnrad-Technologie. Dort hatte man bereits ein passendes Werkstück ausgewählt: Ein Präzisions-Stirnrad für das Sondergetriebe eines Sportwagens, der bei internationalen Langstrecken-Rennen an den Start gehen sollte. Für die Bearbeitung kam ein Schleifzentrum Helix 400 von Höfner zum Einsatz. Dessen Bauraum verfügt über eine fest installierte hydraulische Basisaufnahme, in die der HDDS von RINGSPANN vertikal eingespannt wurde und zentrisch ausgerichtet werden konnte. Per Handspannung fixierten die Verzahnungstechniker anschließend ein neutrales Kontrollwerkstück, um daran die Plan- und Rundlauf-Genauigkeit des Mechanischen Dehnhülsen-Spanndorns mit einer Mikrometer-genauen, taktilen Messvorrichtung zu prüfen. Das Ergebnis sorgte für ein erstes Aufhorchen unter den Anwesenden: Das Messgerät zeigte für den Planlauf ≤ 2 µm und für den Rundlauf ≤ 3 µm an – für ein mechanisches Werkstück-Spannsystem ohne zusätzlichen Ausrichtaufwand waren das erstaunliche Genauigkeiten! Welche Präzision war dann beim Schleifen der Verzahnung erzielbar?
Nach diesen Vorbereitungen wurde nun – von oben zugeführt – eine Pinole montiert. Dabei stellte sich allerdings heraus, dass deren Verfahrweg einige Zentimeter zu kurz ausgelegt war, um den Dehnhülsen-Spanndorn von RINGSPANN zur erreichen. Deshalb musste zur Überbrückung zunächst ein Zwischenstück eingesetzt werden, das sich jedoch nicht ausrichten ließ. Trotz dieser Improvisation wurde nun der Stirnrad-Rohling mit dem HDDS aufgespannt und der Schleifprozess gestartet.
Überraschung an Messgerät
Nach einer Bearbeitungszeit von etwa 13 Minuten schlug die Stunde der Wahrheit. Das fertig geschliffene Stirnrad wurde vom HDDS abgezogen und in einem Koordinaten-Messsystem des schweizerischen Unternehmens taktil vermessen. Das Resultat war eine echte Überraschung: Die geometrische Genauigkeit der Evolventenverzahnung – mit diesem Fachbegriff aus der Mathematik bezeichnen die Verzahnungstechniker die kraftoptimierte Formgebung der Zahnflanken – lag weit innerhalb der Toleranzgrenzen. „Trotz des zusätzlichen Überbrückungselements zwischen Pinole und Werkstück wurden nur etwa 2/3 der zulässigen Toleranz ausgeschöpft“, betont Volker Schlautmann von RINGSPANN.
Doch damit nicht genug. Angespornt durch die bis dahin erreichten exzellenten Messergebnisse, starteten die Verzahnungstechniker einen weiteren Probelauf – diesmal allerdings ohne die von oben zugeführte Pinole. Hier zeigte der neue Mechanische Dehnhülsen-Spanndorn von RINGSPANN dann seine wahre Stärke, denn „beim Schleifen ohne die Pinole fiel das Ergebnis sogar noch besser aus, da jetzt gerade mal die Hälfte der erlaubten Toleranz ausgeschöpft wurde“, berichtet Schlautmann. Auf diese Weise konnte sogar eine Verzahnungsqualität der Gütestufe 4 erreicht werden, ohne dass das Spannzeug erneut ausgerichtet wurde! „Es wurde einfach weiter gefertigt – aber eben ohne die Pinole. Die Ergebnisse haben unsere eigenen Erwartung nochmals übertroffen“, freut sich Volker Schlautmann.
Höhere Genauigkeit, weniger Aufwand
Mit seinem neuen Mechanischen Dehnhülsen-Spanndorn ist RINGSPANN ein großer Wurf gelungen. Zahnrad-Herstellern und auch anderen Anwendern im Bereich der Feinzerspanung bietet sich damit eine überaus wirtschaftliche Alternative zu Hydrodehnspannzeugen. „Abgesehen von den mit dem HDDS erreichbaren hohen Genauigkeiten, ist auch die absolute Aufweitung unseres neuen Dehnhülsen-Spanndorns bis zu vier Mal größer. Das bedeutet für den Anwender nicht nur ein höheres Maß an Flexibilität in der Bearbeitung, sondern ist insbesondere auch für die einfache Umsetzung vollautomatisierter Fertigungskonzepte von großer Bedeutung“, erklärt Volker Schlautmann. Dazu muss man wissen, dass hydraulische Dehnspanndorne physikalisch bedingt eine recht geringe Dehnrate haben. Das verlangt den für die Zuführung eingesetzten Handlingsystemen eine hohe Präzision ab, die meist nur mit erheblichen Mehrinvestitionen in Mess- und Steuerungstechnik erkauft werden kann. Mit dem neuen Mechanische Dehnhülsen-Spanndorn von RINGSPANN entfällt diese Problematik.
Spannen ohne Leckage-Risiko
Ein weiterer Vorteil des neuen HDDS besteht darin, dass er anders als hydraulische Spannsysteme keinem Leckage-Risiko unterliegt. Das bietet dem Anwender eine höhere Prozesssicherheit, denn eine undichte Stelle an einem Hydrodehnspannzeug ist immer gleichbedeutend mit Fehlfunktion, Ausbau aus der Maschine und Instandsetzung durch den Hersteller. „Wenn überhaupt, so unterliegen bei unserem neuen Mechanischen Dehnhülsen-Spanndorn lediglich die verwendeten Spannscheiben – ebenfalls Qualitätsprodukte von RINGSPANN – einem minimalen Verschleiß. Diese lassen sich aber vom Anwender sehr einfach austauschen; dazu muss der HDDS nicht mal von der Maschinenspindel genommen werden“, sagt Volker Schlautmann.
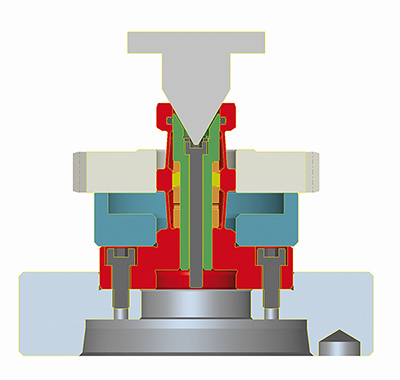
Erwähnt werden sollte schließlich noch, dass das neue Innenspannsystem von RINGSPANN auch problemlos für Werkstücke mit sehr kurzen Spannlängen eingesetzt werden kann. Der Grund dafür: Der neue Dehnhülsen-Spanndorn übt einen Plananzug aus, bei dem das Werkstück gegen eine Anlage gedrückt und ausgerichtet wird – womit auch das exakte Zentrieren und Spannen von Werkstücken mit kurzen Spannlängen gewährleistet ist. Selbst Bohrungen, die beispielsweise von einer Nut unterbrochen sind, kann der HDDS von RINGSPANN ohne ergänzende Hilfsmittel sicher und präzise aufnehmen.
Die exzellenten Ergebnisse der bei den schweizerischen Zahnrad-Spezialisten absolvierten Praxistests sind für Volker Schlautmann, den Erfinder des Mechanischen Dehnhülsen-Spanndorns, die letzte Bestätigung für die hohe Leistungsfähigkeit des neuen Innenspannsystems. „Nach einer ganzen Reihe bereits vorher erfolgreich durchgeführter Testreihen haben wir nur gewartet auf einen solchen Anwendungsfall mit extremen Anforderungen. Jetzt können wir die Herstellung unserer HDDS-Standard-Baureihe für Spanndurchmesser von 32 bis 85 mm konstruktiv abschließen, um sodann einen Lagerbestand von schnell abrufbaren Halbzeugen aufzubauen. Der neue Mechanische Dehnhülsen-Spanndorn HDDS von RINGSPANN wird ab 2017 kurzfristig lieferbar sein“, versichert Volker Schlautmann.